熱門產品
MORE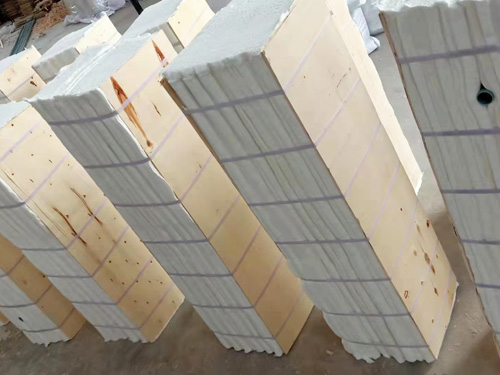





陶瓷纖維模塊的施工有哪些注意事項
陶瓷纖維模塊是將確定寬度和長度的陶纖毯,沿長度方向折疊成風琴狀,然后將纖維毯折疊塊按確定量預壓縮,并在壓縮狀態下捆扎,保持陶纖模塊處于壓縮狀態,同時預埋錨固件而成的。一般,陶瓷纖維模塊的安裝方法如下:
使陶瓷纖維模塊內預埋的錨固件中心孔穿入焊接在爐壁板上的螺柱后,用螺母固定;或使陶纖模塊內預埋的錨固件中心孔直接穿入焊接固定在爐壁板上的膨脹卡子上。陶瓷纖維模塊依其內預埋錨固件結構的不同形成多種型號。固定陶纖模塊的螺柱及膨脹卡,依其焊于爐壁板方法的不同而分為手工焊型及用焊槍型,這一點是需要安裝人員注意的。
陶瓷纖維模塊布線時,需要以壁板中線為基準,向兩側布線,嚴格按照設計圖紙做出螺栓位置標記,實際放線中可能出現的尺寸累計誤差在然后一排螺栓位置體現。
錨固釘需要垂直爐壁板焊接,螺栓相鄰中心距偏差≤2mm,任意兩間距偏差≤±3mm。
需要注意對錨固件螺栓的螺紋保護。
焊接需要,焊接完畢,逐個錘擊、彎曲檢查焊接質量,清楚焊渣。
陶瓷纖維模塊的施工質量對陶瓷纖維內襯有什么影響?
1、一般來說,陶瓷纖維模塊爐襯施工質量對陶瓷纖維爐襯損壞的影響是七分敘述,三分施工。
2、背襯層應鋪平。需要按照所描繪的要求擰緊到所需的厚度。要錯開毯子之間的接縫層。錯開的金額不可以少于圖紙。要夾快牌,避免反彈。
3、陶瓷光纖模塊器件應逐塊、逐排安裝,確定螺母擰緊到位,并按排擺放。注意行間補償條帶的裝置。安裝裝置時,應嚴格按圖紙描述要求,并擰緊至規則厚度。為了避免掉下來,需要用U型釘子將補償條固定在已經安裝好的陶瓷纖維模塊上。轉移護板和中間塑料管后,要仔細檢查機殼處的孔洞和模塊間隙,是邊角處。
4、錨固釘焊接布線時,需以面板中心線為基準兩側布線,并嚴格按照圖紙制作螺栓方位符號。在實際放線中可以呈現的刻度中的累積誤差以一排螺栓的方位表示。需要將錨釘直接焊接到爐壁板上。相鄰螺栓之間的距離誤差小于等于2mm,兩個任意距離之間的距離誤差小于等于±3mm。要注意地腳螺栓的螺紋保養。焊接時要結實。一錘一錘,一波三折地檢查焊接質量,了解焊渣情況。
5、面料修剪。要使陶瓷纖維織物外觀平整致密。對于套管中的孔洞,需要調整折疊層或用陶瓷纖維棉填充。采用半纖維棉填料法修整陶瓷纖維模塊間的貫穿間隙是需要的。
陶瓷纖維模塊在加熱爐上應用具有降低爐件表面溫度、減少燃耗、提升產量、減少氧化燒損、提升爐子壽命等作用。具體如下:
1、爐體表面溫度下降。在正常加熱生產的情況下,對加熱爐保溫和情況進行了測試,測試部位為加熱、均熱及爐頂各段,測試結果表明,沒有用陶瓷纖維模塊的爐墻表明溫度平均為271.0度,應用后爐墻表明溫度平均為119.3度,減少了爐體各部位的表面散熱。
2、燃耗減少,產量提升。陶瓷纖維模塊爐襯的安裝是在加熱爐檢修時進行的。同期對比顯示,應用陶瓷纖維模塊爐襯后煤氣累計消耗下降了4.7%,而入爐坯量增加6.09%,成品產量提升6.72%。
3、氧化燒損降低。用陶瓷纖維模塊作為爐內襯,提升了燒鋼質量,爐膛的熱敏性增加,加熱速度不慢,使鋼坯氧化燒損率可控制在1.55%~1.65%,比不用陶瓷纖維模塊的爐襯的加熱爐燒損率降低了0.157%。
4、爐子壽命延長。陶瓷纖維模塊爐襯,側墻溫度平均降低41度,爐頂溫度平均降低113.9度,延緩了火焰直接沖刷所造成的急冷急熱,從而可延長爐子砌體的使用壽命。

